Самодельные аппараты контактной сварки. Контактная сварка – как самому изготовить оборудование и клещи? Цепь управления – из чего состоит и как работает
Аппараты для точечной сварки не так часто используются в быту, как дуговые, но иногда без них невозможно обойтись. Учитывая, что стоимость такого оборудования начинается от $450-$470, рентабельность его покупки вызывает сомнения.
Выход из такой ситуации – контактная точечная сварка своими руками. Но, прежде чем рассказать, как самостоятельно сделать такое устройство, давайте рассмотрим, что представляет собой точечная сварка и технологию ее работы.
Кратко о точечной сварке
Данный тип сварки относится к контактным (термомеханическим). Заметим, что к такой категории также относят шовную и стыковую сварку, но их реализовать в домашних условиях не представляется возможным, поскольку для этой цели понадобится сложное оборудование.
Сварочный процесс включает в себя следующие этапы:
- детали совмещают в необходимом положении;
- закрепляют их между электродами аппарата, которые прижимают детали;
- производится нагрев, в результате которого за счет пластического деформирования детали прочно соединяются между собой.
Производственный аппарат точечной сварки (такой как показан на фото) способен в течение минуты совершить до 600 операций.

Технология процесса
Чтобы нагреть детали до необходимой температуры, на них подается кратковременный импульс элетротока большой силы. Как правило, импульс длится в от 0,01 до 0,1 секунды (время подбирается исходя из характеристик металла, из которого изготовлены детали).
При импульсе металл расплавляется, и между деталями образовывается общее жидкое ядро, пока оно не застынет, свариваемые поверхности необходимо удерживать под давлением. Благодаря этому, остывая, расплавленное ядро кристаллизируется. Рисунок, иллюстрирующий процесс сварки, показан ниже.

Обозначения:
- A – электроды;
- B – свариваемые детали;
- С – ядро сварки.
Давление на детали необходимо для того, чтобы при импульсе по периметру ядра расплавленного метала образовался уплотняющий пояс, не позволяющий вытекать расплаву за пределы зоны, где происходит сварка.
Чтобы обеспечить лучшие условия для кристаллизации расплава, давление на детали снимается постепенно. Если необходимо «проковать» место сварки с целью устранить неоднородности внутри шва, усиливают давление (делают это на финальной стадии).
Обратим внимание, что для обеспечения надежного соединения, а также качества шва, предварительно необходимо обработать поверхности деталей в местах, где будет происходить сварка. Это делается для удаления оксидной пленки или коррозии.
Когда требуется обеспечить надежное соединение деталей толщиной от 1 до 1,5 мм, применяют конденсаторную сварку. Принцип ее действия следующий:
- блок конденсаторов заряжают электротоком небольшой силы;
- разряд конденсаторов производится через соединяемые детали (силы импульса достаточно для обеспечения необходимого режима сварки).
Такой тип сварки применяется в тех сферах промышленности, где необходимо соединить миниатюрные и сверхминиатюрные компоненты (радиотехника, электроника и т.д.).
Говоря о технологии точечной сварки следует отметить, что с ее помощью можно соединять между собой разнородные металлы.
Примеры самодельных конструкций
В интернете есть много примеров создания аппаратов, производящих точечную сварку. Приведем несколько наиболее удачных конструкций. Ниже показана схема простого устройства для точечной сварки.

Для реализации нам понадобятся следующие радиодетали:
- R — переменное сопротивление номиналом 100 Ом;
- С – конденсатор, рассчитанный на напряжение не менее 25 В с емкостью 1000 мкФ;
- VD1 – тиристор КУ202, буквенный индекс может быть К, Л, М или Н, можно также использовать ПТЛ-50, но в этом случае емкость «С» необходимо понизить до 1000 мкФ;
- VD2-VD5 – диоды Д232А, зарубежный аналог – S4M;
- VD6-VD9 – диоды Д226Б, их можно заменить зарубежным аналогом 1N4007;
- F – плавкий предохранитель на 5 А.
Необходимо сделать отступление, чтобы рассказать, как изготовить трансформатор TR1. Он изготавливается на базе железа Ш40, с толщиной набора 70 мм. Для первичной обмотки потребуется провод ПЭВ2 Ø0,8 мм. Количество витков в обмотке – 300.
Чтобы сделать вторичную обмотку, понадобится медный многожильный провод Ø4 мм. Его допускается заменить шиной, при условии, что ее сечение будет как минимум 20 мм 2 . Количество витков вторичной обмотки – 10.
Видео: контактная сварка своими руками
Что касается TR2, то для него подойдет любой из маломощных трансформаторов (от 5 до 10 Вт). При этом на обмотке II, используемой для подключения лампы подсветки «H», должно быть выходное напряжение в пределах 5-6 В, а обмотки III – 15 В.
Мощность изготовленного аппарата будет относительно не высокая, в пределах от 300 до 500 А, максимальное время импульса до 0,1 сек (при условии, что номиналы «R» и «С» будут такими же, как на приведенной схеме). Этого вполне достаточно для сварки стальной проволоки Ø0,3 мм или листового металла, если его толщина не превышает 0,2 мм.
Приведем схему более мощного аппарата, у которого сварочный электроток импульса будет в пределах от 1,5 кА до 2 кА.

Перечислим используемые в схеме компоненты:
- номиналы сопротивлений: R1-1.0 кОм, R2-4.7 кОм, R3-1.1 кОм;
- емкости в схеме: С1-1.0 мкФ, С2-0,25 мкФ. Причем, С1 должен быть рассчитан под напряжение не менее 630 В;
- VD1-VD4 диоды – диоды Д226Б, допускается замена на зарубежный аналог 1N4007, вместо диодов можно поставить диодный мост, например, КЦ405А;
- тиристор VD6 – КУ202Н, его необходимо поместить на радиатор, площадью не менее 8 см 2 ;
- VD6 – Д237Б;
- F — плавкий предохранитель на 10 А;
- К1 – это любой магнитный пускатель, у которого имеется три пары рабочих контактов, а обмотка рассчитана на ~220 В, например, можно установить ПМЕ071 МВУХЛЗ AC3.
Теперь расскажем, как сделать трансформатор ТR1. За основу взят автотрансформатор ЛАТР-9, такой, как показан на фотографии.
Обмотка в этом автотрансформаторе насчитывает 266 витков, сделана она медным проводом Ø1,0 мм, ее мы будем использовать в качестве первичной. Аккуратно разбираем конструкцию, чтобы не повредить обмотку. Вал и прикрепленный к нему передвижной роликовый контакт демонтируем.
Дале нам необходимо изолировать контактную дорожку, с этой целью очищаем ее от пыли, обезжириваем и покрываем лаком. Когда он просохнет дополнительно, изолируем всю обмотку, используя лакоткань.
В качестве вторичной обмотки используем медный провод с площадью сечения как минимум 80 мм 2 . Важно, чтобы изоляция этого провода была термостойкой. Когда все условия соблюдены, делаем им обмотку из трех витков.
Настройка собранного устройства сводится к градированию шкалы переменного резистора, регулирующего время импульса.
Рекомендуем перед тем как приступать к сварке, установить опытным путем оптимальное время для импульса. Если длительность будет излишней, детали будут прожжены, а если меньше необходимой — прочность соединения будет ненадежной.
Как уже писалось выше, аппарат способен выдать сварочный электроток силой до 2000 А, что позволяет сваривать стальной провод Ø3 мм или листовую сталь, толщина которой не превышает 1,1 мм.
Контактная сварка, помимо технологических достоинств применения, обладает еще одним важным преимуществом – несложное оборудование для нее можно изготовить самостоятельно, а его эксплуатация не потребует специфических навыков и первоначального опыта.
1 Принципы конструирования и сборки контактной сварки
Контактная сварка, своими руками собранная, может быть использована для решения довольно широкого спектра задач несерийного и непромышленного характера по ремонту и изготовлению изделий, механизмов, оборудования из различных металлов как в домашних условиях, так и в небольших мастерских.
Контактная сварка обеспечивает создание сварного соединения деталей за счет нагрева области их соприкосновения проходящим через них электрическим током при одновременном приложении сжимающего усилия к зоне соединения. В зависимости от материала (его теплопроводности) и геометрических размеров деталей, а также мощности используемого для их сваривания оборудования процесс контактной сварки должен протекать при следующих параметрах:
- низкое напряжение в силовой сварочной цепи – 1–10 В;
- за малое время – от 0,01 секунды до нескольких;
- большой ток сварочного импульса – чаще всего от 1000 А либо выше;
- маленькая зона расплавления;
- сжимающее усилие, прилагаемое к месту сварки, должно быть значительным – десятки–сотни килограмм.
Соблюдение всех этих характеристик напрямую влияет на качество получаемого сварного соединения. Самостоятельно можно изготовить только устройства для , как на видео. Проще всего собрать аппарат переменного сварочного тока с нерегулируемой силой. В нем управление процессом соединения деталей осуществляется за счет изменения продолжительности подаваемого электрического импульса. Для этого используют реле времени либо справляются с этой задачей вручную "на глазок" с помощью выключателя.
Самодельная точечная контактная сварка не очень сложна в изготовлении, а для выполнения ее основного узла – сварочного трансформатора – можно подобрать трансформаторы от старых микроволновок, телевизоров, ЛАТРов, инверторов и тому подобного. Обмотки подходящего трансформатора надо будет перемотать в соответствии с необходимым напряжением и сварочным током на его выходе.

Схему управления подбирают готовую или разрабатывают, а все остальные комплектующие и, в частности, для контактно-сварочного механизма берут, исходя из мощности и параметров сварочного трансформатора. Контактно-сварочный механизм изготавливают в соответствии с характером предстоящих сварочных работ по какой-либо из известных схем. Обычно делают сварочные клещи.
Все электрические соединения должны быть выполнены качественно и иметь хороший контакт. А соединения с использованием проводов – из проводников с сечением, соответствующим протекающему по ним току (как показано на видео). Особенно это касается силовой части – между трансформатором и электродами клещей. При плохих контактах цепи последних в местах соединений будут большие потери энергии, возможно возникновение искрения, а сваривание может стать невозможным.
2 Схема устройства для сварки металла толщиной до 1 мм
Для соединения деталей контактным способом можно собрать по ниже приведенным схемам. Предлагаемый аппарат рассчитан на сварку металлов:
- листовых, толщина которых до 1 мм;
- проволоки и прутков, диаметр которых до 4 мм.
Основные технические характеристики устройства:
- напряжение питающей сети – переменное 50 Гц, 220 В;
- выходное напряжение (на электродах контактно-сварочного механизма – на клещах) – переменное 4–7 В (холостого хода);
- сварочный ток (максимальный импульсный) – до 1500 А.
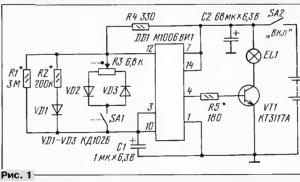
На Рис.1 приведена принципиальная электрическая схема всего устройства. Предлагаемая контактная сварка состоит из силовой части, цепи управления и автоматического выключателя АВ1, который служит для включения питания устройства и защиты в случае возникновения аварийных ситуаций. Первый узел включает сварочный трансформатор Т2 и бесконтактный тиристорный однофазный пускатель типа МТТ4К, который осуществляет подключение первичной обмотки Т2 к питающей сети.

На Рис.2 представлена схема обмоток сварочного трансформатора с указанием количества витков. Первичная обмотка имеет 6 выводов, переключением которых можно осуществлять ступенчатую грубую регулировку выходного сварочного тока вторичной обмотки. При этом постоянно подсоединенным к сетевой цепи остается вывод №1, а остальные 5 служат для регулировки, и для работы подключают к питанию только один из них.

Схема пускателя МТТ4К, выпускаемого серийно, на Рис.3. Этот модуль представляет собой тиристорный ключ, который при замыкании его контактов 5 и 4 коммутирует нагрузку через контакты 1 и 3, подключенные в разрыв цепи первичной обмотки Тр2. МТТ4К рассчитан на нагрузку с максимальными напряжением до 800 В и током до 80 А. Производят такие модули в г. Запорожье на ООО "Элемент-Преобразователь".

Схема управления состоит из:
- блока питания;
- непосредственно цепи управления;
- реле K1.
В блоке питания может быть использован любой трансформатор мощностью не более 20 Вт, предназначенный для работы от сети 220 В и выдающий на вторичной обмотке напряжение 20–25 В. В качестве выпрямителя предлагается установить диодный мост типа КЦ402, но может быть применен любой другой с аналогичными параметрами либо собран из отдельных диодов.
Реле K1 служит для замыкания контактов 4 и 5 ключа МТТ4К. Это происходит при подаче напряжения от цепи управления на обмотку его катушки. Так как коммутируемый ток, протекающий через замкнутые контакты 4 и 5 тиристорного ключа, не превышает 100 мА, то в качестве K1 подойдет практически любое слаботочное электромагнитное реле с напряжением срабатывания в пределах 15–20 В, например, РЭС55, РЭС43, РЭС32 и подобные.
3 Цепь управления – из чего состоит и как работает?
Цепь управления выполняет функции реле времени. Включая K1 на заданный промежуток времени, она задает продолжительность воздействия электрического импульса на свариваемые детали. Состоит цепь управления из конденсаторов С1–С6, которые должны быть электролитическими с напряжением зарядки 50 В или выше, переключателей типа П2К, имеющих независимую фиксацию, кнопки КН1 и двух резисторов – R1 и R2.
Емкость конденсаторов может быть: 47 мкФ для C1 и C2, 100 мкФ – C3 и C4, 470 мкФ – C5 и C6. КН1 должна быть с одним нормально-замкнутым, а другим нормально-разомкнутым контактами. При включении АВ1 начинают заряжаться конденсаторы, подключенные с помощью П2К к цепи управления и блоку питания (на Рис.1 – это только C1), R1 ограничивает начальный зарядный ток, что позволяет значительно увеличить срок эксплуатации емкостей. Зарядка происходит через скоммутированную на тот момент нормально-замкнутую контактную группу кнопки КН1.

При нажатии на КН1 нормально-замкнутая контактная группа размыкается, отключая цепь управления от блока питания, а нормально-разомкнутая – замыкается, подсоединяя заряженные емкости к реле K1. Конденсаторы при этом разряжаются, и ток разрядки приводит к срабатыванию K1.

Разомкнутая нормально-замкнутая контактная группа КН1 препятствует запитыванию реле непосредственно от блока питания. Чем больше суммарная емкость разряжающихся конденсаторов, тем дольше они разряжаются, и, соответственно, K1 дольше замыкает контакты 4 и 5 ключа МТТ4К, и продолжительнее сварочный импульс. Когда конденсаторы полностью разрядятся, K1 отключится, и контактная сварка прекратит свою работу. Чтобы ее подготовить к следующему импульсу, КН1 надо отпустить. Разрядка конденсаторов происходит через резистор R2, который должен быть переменным и служит для более точного регулирования продолжительности сварочного импульса.
4 Силовая часть – трансформатор
Предлагаемая контактная сварка может быть собрана, как показано по видео, на основе сварочного трансформатора, изготовленного с использованием магнитопровода от трансформатора на 2,5 А. Такие встречаются в ЛАТРах, лабораторных приборах и ряде других устройств. Старую обмотку необходимо удалить. На торцах магнитопровода надо установить кольца, изготовленные из тонкого электрокартона.

Их подгибают по внутренней и внешней кромке. Затем магнитопровод надо обмотать поверх колец 3-мя или большим количеством слоев лакоткани. Для выполнения обмоток используют провода:
- Для первичной 1,5 мм в диаметре, лучше в тканевой изоляции – это будет способствовать хорошему пропитыванию обмотки лаком;
- Для вторичной диаметром 20 мм многожильный в кремнийорганической изоляции с площадью сечения не меньше 300 мм 2 .

Количество витков указано на Рис.2. От первичной обмотки делаются промежуточные выводы. После намотки ее пропитывают лаком ЭП370, КС521 либо подобным. Поверх первичной катушки наматывают хлопчатобумажную ленту (1 слой), которую тоже пропитывают лаком. Затем укладывают вторичную обмотку и снова делают пропитку лаком.
5 Как сделать клещи?
Контактная сварка может быть оснащена клещами, которые монтируют непосредственно в сам корпус устройства, как на видео, либо выносными в виде ножниц. Первые, с точки зрения выполнения качественной, надежной изоляции между их узлами и обеспечения хорошего контакта в цепи от трансформатора до электродов, изготовить и подсоединить гораздо проще, чем выносные.
Однако прижимное усилие, развиваемое такой конструкцией, если не нарастить длину подвижного рычага клещей после электрода, будет равно усилию, создаваемому непосредственно сварщиком. Выносными клещами удобнее пользоваться – можно работать на некотором удалении от аппарата. А усилие, развиваемое ими, будет зависеть от длины ручек. Однако надо будет в месте их подвижного болтового соединения сделать достаточно хорошую изоляцию из текстолитовых втулок и шайб.

Изготавливая клещи, нужно заранее предусмотреть необходимый вылет их электродов – расстояние от корпуса аппарата или места подвижного соединения ручек до электродов. От этого параметра будет зависеть максимально возможное расстояние от кромки листовой детали до места, где выполняется сварка.

Электроды клещей делают из прутков меди либо бериллиевой бронзы. Можно использовать жала мощных паяльников. В любом случае диаметр электродов должен быть не меньше, чем у подводящих к ним ток проводов. Чтобы получать сварочные ядра нужного качества, у контактных площадок (кончиков электродов) размер должен быть как можно меньше.
Сварочная машина контактной точечной сварки очень проста в изготовлении. Она бывает самых различных конфигураций – от небольших портативных до достаточно габаритных. Прежде чем приступить к сборке конструкции самодельного аппарата, вспомните закон Джоуля – Ленца, дающий количественную оценку теплового действия электрического тока (Q=I² Х R Х t). Учитывая, что количество тепла, выделяемое в проводнике, прямо пропорционально сопротивлению проводника, силе тока в квадратном выражении и времени, плохо выполненные соединения с тонкими проводами будут терять значительное количество энергии. Поэтому, качеству электроцепи следует уделить особое внимание.
В этой статье мы подробно ответим на вопрос: «Как сделать точечную сварку в домашних условиях?».
Из-за своей простоты и удобства, точечная сварка получила широкое распространение
Существует три вида контактной сварки: точечная, шовная, стыковая. Точечная сварочная машина производит сваривание деталей в одной или нескольких точках одновременно. Структура сварочной точки зависит от размера и формы контактной поверхности электрода и определяет прочность соединения. Машина точечной сварки является разновидностью контактной сварки, именно поэтому в основу ее технологии заложено тепловое воздействие электрического тока.
Краткая технология точечной сварки
Сваривание точечной технологии предполагает несколько этапов. Совмещенные в нужном положении соединяемые детали необходимо поместить между электродами сварочного оборудования, прижав их, друг к другу.
Необходимость в прижатии деталей объясняется обеспечением образования уплотняющего пояса вокруг расплавленного ядра. В момент сварочного импульса образовавшийся поясок препятствует выплеску расплавленного металла из зоны сварки.
Далее, следует нагреть детали до состояния термопластичности, это необходимо для их деформации. Для обеспечения качественной точеной сварки в домашних условиях, нужно добиться поддержания постоянной скорости перемещения электродов, требуемой величины давления и обеспечить полный контакт соединяемых деталей.
Машина точечной сварки осуществляет нагрев деталей благодаря кратковременному импульсу, образованному в результате прохождения сварочного тока. Данный импульс способствует расплавлению металла в местах соприкосновения с электродом, образуя общее жидкое ядро деталей. Диаметр сформированного ядра достигает – 4-12 мм.
Как только действие тока прекратится, детали будут продолжать удерживаться, пока расплавленное ядро не остынет и не кристаллизуется. Технология точечной сварки в домашних условиях очень экономична и способна обеспечить механическую прочность швов. Что касается герметичности шва, таким оборудованием этого невозможно добиться.
Процессы сварочных работ, применяемое оборудование, а также техника безопасности строго регламентируются ГОСТами. С некоторыми из них вы можете ознакомиться:
- ГОСТ Р. ИСО 17659-2009 (поможет определить термины для сварочных соединений);
- ГОСТ 5264-80 и ГОСТ 11534-75 разработан для ручной сварки;
- ГОСТ 10157-79 и ГОСТ 5583-78 регламентируют технические условия;
- ГОСТ 15878-79 регламентирует конструктивные соединения контактной сварки;
- ГОСТ 2601-84 (сварка металлов, основные понятия);
- ГОСТ 19521-74 - Сварка металлов и классификация.
Самодельная конструкция аппарата точечной сварки
Такое оборудование нельзя назвать мощным. Используя его, можно сварить лист металла толщиной 0,2 мм либо стальную проволоку диаметром – 0,3 мм. Такие параметры позволяют производить сварку термопар, а также приваривать тонкие детали из фольги. Сварочный электрод выполнен из пистолета, так как усилие прижима свариваемых малогабаритных деталей – невелико.
Изготовить сварочное оборудование по данной схеме довольно просто. Главный узел оборудования – сварочный трансформатор Т2. Сварочный электрод подключается к вторичной обмотке трансформатора при помощи гибкого кабеля. Что касается более массивной свариваемой детали, она подключается к нижнему концу.
Сварочная машина подключается к сети при помощи выпрямительного моста V5…V8. Вторая диагональ этого моста предусмотрена для включения тиристора V9, при его открытии, напряжение прикладывается к первичной обмотке Т2. В Данном случае клещи контактной сварки выступают в роли пистолета. Их технологическая особенность заключается в присоединении пистолета, к одному концу вторичной обмотки трансформатора, что касается второго конца, он прикреплён к самому изделию точечной контактной сварки. Таким образом, клещи могут выполнить сварочную работу в любом месте изделия при помощи единичного электрода. Клещи для контактной сварки могут работать от однофазного либо трёхфазного тока. Трансформатор, от которого получают питание клещи для контактной сварки, выдает ток в несколько кило Ампер.
В рукоятке сварочного пистолета находится кнопка S3, при нажатии которой, осуществляется управление тиристором. При подключении вспомогательного источника к сети, сразу начинается зарядка конденсатора С1. Трансформатор Т1 и выпрямительный мост V1…V4 являются вспомогательным источником.

Подробная схема точечного аппарата
Сварочная машина Т1 включается при помощи замыкания диагонали моста V5…V9 открывшимся тиристором. Тиристор будет оставаться открытым до полной разрядки конденсатора С1. Переменный резистор R1 предусмотрен для регулировки времени разряда конденсатора. Для подготовки следующего импульса сварки, кнопку S3 нужно отпустить, в это время зарядиться конденсатор С1. Последующий импульс формируется при повторном нажатии.
Трансформатором Т1 может быть любой маломощный (5…10 Вт). Максимальная длительность сварки, при указанных номиналах С1 и R1, составит 0,1 секунды. Это обеспечивает сварочный ток – 300…500 А, что является вполне достаточным при сваривании малогабаритных деталей.
В рассматриваемом примере, трансформатор изготовлен из железа. Толщина набора составляет 70 мм, в качестве первичной обмотки был использован провод ПЭВ-2 0,8, содержащий 300 витков. Диаметр многожильного провода вторичной обмотки составляет 4 мм.
Сварочный аппарат своими руками
Основой сварочного аппарата является трехфазный понижающий трансформатор. Не разбирая сердечника, необходимо перекусить медную шину и снять вторичные обмотки со всех катушек. Первичные проводки остаются нетронутыми, а среднюю нужно перемотать тем же проводом, образуя отводы через каждые 30 витков. Их всего должно быть 8 – 10.
Используя трехфазный силовой многожильный кабель, намотайте на две крайние катушки вторичную обмотку, до их полного заполнения. Кабель должен состоять из проводов D – 6-8 мм., а один из них должен быть потоньше. Он надежно изолирован и способен выдержать большой ток. Благодаря гибкости провода, намотку можно осуществить без предварительной разборки оборудования. Вам понадобиться ориентировочно 25 метров кабеля. При необходимости, его можно заменить проводом меньшего сечения, в данном случае при намотке, жилы нужно сложить вдвое.
В одиночку с такой задачей будет сложно справиться. Рекомендуется выполнять работу вдвоем: один протягивает провод, второй укладывает витки. Для изготовления клем, понадобится медная трубка D – 10 — 12 мм и длиной в 30 — 40 мм. Одну сторону трубки нужно расклепать, в получившейся пластине просверлить отверстие D – 10 мм. В другую сторону вставляются провода, которые следует тщательно зачистить. При помощи молотка, необходимо обжать зачищенные провода. Для улучшения контакта на поверхности трубки нужно сделать насечки.
Штатные винты с гайками, находящиеся на верху трансформатора, необходимо удалить и заменить их двумя новыми с резьбой М10, к ним присоедините клемы вторичной обмотки. К трансформатору нужно прикрепить отдельную текстолитовую плату. Это необходимо для выводов первичной обмотки. Перед тем как прикрепить плату, в ней нужно просверлить 11 отверстий D – 6 мм. и вставить в них винты с двумя шайбами и гайками.

Вот такой эстетический вид, может иметь, точечная сварка собранная своими руками
В качестве электродержателя выступает труба 3/4 длиной 250 мм, с обеих сторон которой выпиливаются выемки. Для обеспечения свободного прижатия электрода, к держателю приваривается отрезок стальной проволоки. На противоположной стороне просверливается отверстие и присоединяется отрезок такого же кабеля, который использовался при вторичной обмотке. Труба должна быть скрыта резиновым шлангом подходящего диаметра.
Учтите: сварочная машина используется для небольшого объема сварочных работ, поэтому после работы с 10-14 электродами, ей нужно дать остыть.
Многоточечная сварочная машина, в отличие от точечной, работает с заготовками определенных размеров и форм. Универсальная многоточечная машина для контактной сварки встречается довольно редко. Переналадка данного аппарата – довольно сложный и длительный процесс.
Электроды для точечной сварки
Никакая контактная сварка не сможет осуществиться без специфического сварочного атрибута, который называется - электроды для контактной сварки. Для точечной контактной сварки используются специальные электроды, которые изготавливают из сплавов с высокой теплопроводностью. Электроды выполняют функцию сжатия металла и подводки тока к изделию. Тепловая концентрация при точечной сварке зависит от наконечника, поэтому очень тонкий наконечник подвержен быстрому износу и требует постоянного подточки. Самая распространенная форма наконечника – конус. Для того чтобы электроды прослужили долго необходимо соблюдать следующие условия:
- Не использовать тонкие наконечники для тяжелой сварки;
- Использовать для определенного материала специально предназначенные электроды;
- Использовать водяную рубашку;
- Хранить электроды в местах, где они не получат повреждения;
Мне очень понадобился аппарат для точечной сварки и я решил его сделать своими руками из старой микроволновой печи, в этой статье я опишу подробный процесс его создания. В основном он нужен для спайки между собой тонких листовых металлов, например для скрепления между собой аккумуляторных батарей используя шину из тонкого металла, так как они боятся перегрева то паять их просто паяльником нельзя. Данная точечная сварка из трансформатора от микроволновки способна выдавать ток до 800 Ампер.
Детали и инструменты:
- Старая ненужная микроволновка, а точнее трансформатор от неё;
- Клеммная колодка;
- Кусок медного провода диаметром 1,7 мм;
- Силовой многожильный кабель диаметром 8 мм;
- Адаптер питания на 12 В и 0,5 А;
- Компьютерный БП, а точнее его металлический корпус;
- Выключатель на 220В;
- Кнопка без фиксации;
- Деревянная рейка;
- Пружина.





Как сделать точечную сварку своими руками, пошаговая инструкция:
Нам нужна будет старая ненужная или нерабочая (ну естественно с рабочим трансформатором) микроволновая печь, чем крупнее она будет тем мощнее трансформатор может там стоять. Итак, достаём с неё эту необходимую нам деталь, у меня попался трансформатор на 800 Ампер.
Затем разбираем компьютерный БП, оставляем только железный корпус, и разъём питания 220В, в него мы разместим всю начинку точечной сварки.


Размещаем в корпусе трансформатор, плату таймера и адаптер питания, примеряем и размечаем все необходимые отверстия которые нужно будет в дальнейшем просверлить.
Нам нужно будет избавится от вторичной обмотки (та, обмотка у которой более тонкий провод) трансформатора микроволновки и намотать силовым кабелем свою новую обмотку. Для того, чтобы не разбирать пластины трансформатора то обмотку можно сначала с одной стороны срезать стамеской ударяя по ней молотком, затем проделать тоже самое с другой стороны. Потом просто выбить оставшиеся волоски проволоки, я это делал с помощью сверла.



Теперь вместо старых обмоток наматываем новые силовым кабелем, у меня получилось 2 витка. Ставим этот трансформатор в корпус, там, где решётка проделываем два отверстия под выводы катушки, продеваем их, делаем также отверстия в дне корпуса под крепления транса.





На заднюю панель добавляем выключатель питания.

Покажу полную схему подключения всех частей:

У адаптера питания отпиливаем вилку, так как она занимает лишнее место и мы припаяемся к разъёму питания напрямую проводками. Припаиваем все части будущей точечной сварки проводками, от таймера к трансформатору я присоединился клеммами. К таймеру я подключил кнопку без фиксации. С помощью переменного резистора таймера выставляется время импульса для сваривания, подходящее время подбирается уже при сваривании деталей.




С помощью металлических уголков крепим деревянную рейку к корпусу сварочника.



Достаём с клеммной колодки клеммники с винтиками и надеваем на зачищенные контакты кабеля, зажимаем винтами. Прикручиваем теперь их шурупами к рейке.





Спусковую кнопку размещаем тоже в этой же рейке для удобства, просверлив под него отверстие.

Из медной проволоки диаметром 1,7 мм делаем электроды, скручивая таким образом (но если есть толстая проволока то можно выточить из них более красивые контакты), обтачиваем из конец чтобы они были острыми:

Закрепляем их в клеммниках:


Теперь нам нужно добавить пружину, которая будет возвращать контакты аппарата контактной сварки на место. Для этого прикрутим к верхней крышке ещё одну деревянную рейку.



Точечная сварка, как известно, выполняется на специализированном оборудовании, однако подобное устройство можно не только найти в серийном исполнении, но и сделать своими руками: для этого пригодится трансформатор, извлеченный из старой микроволновки. Аппарат, полученный в итоге, даст вам возможность качественно выполнять точечную сварку при помощи переменного тока, сила которого не регулируется.
Трансформатор выступает важнейшим элементом любого такого устройства для точечной сварки: его задача состоит в том, чтобы увеличить значение входного напряжения до требуемой величины. Чтобы эффективно справляться с этим, устройство должно обладать высоким коэффициентом трансформации. Такими трансформаторами оснащаются большие микроволновые печи, одну из которых вам и необходимо найти. Когда вы найдете такую модель микроволновки, надо будет очень аккуратно извлечь из нее трансформатор.

Технологию сборки аппарата для точечной сварки более-менее детально можно увидеть на видео ниже. Пример данного самодельного устройства поможет нам проиллюстрировать процесс создания точечной . Для более подробного ознакомления с деталями сборки читайте статью полностью.
Вынимаем трансформатор из микроволновой печи
Если в самодельном аппарате для точечной сварки задействован трансформатор, имеющий мощность 700–800 Вт, то с его помощью вы сможете соединять листы из металла, толщина которых доходит до 1 мм. Такой трансформатор входит в категорию устройств повышающего типа, для обеспечения питания магнетрона он способен вырабатывать напряжение, равное 4 кВ.
Магнетрон, которым оснащена любая микроволновка, требует для своей работы высокого напряжения. В связи с этим подключенный к нему трансформатор отличается меньшим количеством витков на своей первичной обмотке и большим – на вторичной. На последней создается напряжение порядка 2 кВ, увеличивающееся затем в два раза за счет использования специального удвоителя. Проверять работоспособность такого устройства путем измерения напряжения, подключенного к его первичной обмотке, нет никакого смысла.
![]()
Извлекать из микроволновки трансформатор следует аккуратно. Не следует брать в руки молоток и другие тяжелые предметы. С микроволновки откручивается ее основа, убираются все крепления, и трансформатор аккуратно снимается с места его установки. В извлеченном из СВЧ-печи устройстве вам понадобятся, во-первых, его магнитопровод, во-вторых, первичная обмотка, которая по сравнению со вторичной выполнена из более толстого провода и имеет меньше витков.
Вторичную обмотку из-за ее ненадобности вам придется демонтировать, для чего уже пригодятся молоток и зубило. Очень важно при этом не повредить и не помять первичную обмотку, поэтому действовать надо с максимальной аккуратностью. Если при демонтаже вторичной обмотки вы обнаружите в трансформаторе шунты, используемые для ограничения силы тока, их тоже надо удалить.

Вторичную обмотку можно срезать стамеской
Если магнитопровод трансформатора является не клееной, а сварной конструкцией, то удалять с него вторичную обмотку лучше при помощи стамески или обычной ножовки по металлу. Если же обмотка очень плотно набита в окно магнитопровода, то ее, разрезав провода, необходимо будет высверлить или выковырять. Делать это надо очень аккуратно, так как магнитопровод может разрушиться из-за таких манипуляций.
После выполнения демонтажных работ следует намотать новую вторичную обмотку. Для этого вам будет необходим провод диаметром не меньше 1 см. Если такого провода у вас в запасе нет, его придется купить. При этом совсем не обязательно приобретать цельный многожильный провод такого сечения, можно использовать и пучок из нескольких отдельных проводников, которые в сумме обеспечат требуемый диаметр. После монтажа новой вторичной обмотки ваш модернизированный трансформатор будет способен вырабатывать ток, сила которого составляет до 1000 А.
![]()
Если вы хотите сделать аппарат для точечной сварки более мощным, то технических возможностей одного трансформатора вам может не хватить. Здесь необходимо использовать два таких устройства (соответственно, разобрав две микроволновки).
Тонкости модернизации трансформатора от СВЧ-печи
Чтобы сделать вторичную обмотку, вам надо намотать на сердечник 2–3 витка, что обеспечит получение выходного напряжения порядка 2 В, а силы кратковременного сварочного тока – больше 800 А. Этого вполне достаточно для эффективной работы аппарата точечной сварки. Намотка такого количества витков может вызвать затруднения, если используемый провод имеет толстый слой изоляции. Решить эту проблему достаточно просто: необходимо снять с провода стандартную изоляцию и обмотать его изолентой, имеющей тканевую основу. Очень важно, чтобы провод, используемый для вторичной обмотки, имел минимально возможную длину, что позволит избежать необоснованного увеличения его сопротивления и, соответственно, уменьшения силы тока.

Если вам надо сваривать металлические листы толщиной до 5 мм, имейте в виду, что для этого потребуется аппарат для точечной сварки, обладающий большей мощностью. Чтобы сделать его своими руками, необходимо использовать соединенные в одну цепь два трансформатора. Соблюдать соответствующие правила при выполнении такого соединения надо обязательно. Если вы ошибетесь и неправильно подключите выводы первичных и вторичных обмоток двух трансформаторов, может возникнуть короткое замыкание. Правильность соединения обмоток, если на их одноименных выводах нет маркировки, проверяется при помощи вольтметра.
После правильного соединения одноименных выводов двух трансформаторов требуется замерить значение силы тока, который они совместно формируют. Как правило, самодельные трансформаторы, предназначенные для аппаратов точечной сварки, эксплуатировать которые планируется в домашних мастерских, ограничивают по силе тока – не более 2000 А. Превышение этого значения спровоцирует перебои в работе электрической сети не только в вашем доме, но и у ваших ближайших соседей. А это, естественно, приведет к конфликтам. Значение силы тока, выдаваемого соединенными трансформаторами, а также наличие короткого замыкания в их цепи проверяют при помощи амперметра.
Еще один пример сборки точечной сварки представлен на видео ниже:
Каких результатов можно добиться, если в соответствии с правилами соединить два трансформатора, не отличающихся большой мощностью? Если взять два одинаковых устройства со следующими характеристиками: мощность – 0,5 кВт, входное напряжение – 220 В, выходное напряжение – 2 В, сила номинального тока – 250 А, – то, последовательно соединив их первичные и вторичные обмотки, на выходе вы получите удвоенную силу номинального тока, то есть 500 А.
Практически так же увеличится и кратковременный сварочный ток, но при его формировании будут наблюдаться значительные потери, что обусловлено большим сопротивлением такой электрической цепи. Оба конца вторичной обмотки – провода Ø 1 см – соединяются с электродами аппарата для точечной сварки.
![]()
Соединение 2-х трансформаторов по схеме №1
Если в вашем распоряжении имеются два мощных трансформатора, но и их выходного напряжения не хватает для самодельного аппарата, можно последовательно соединить их вторичные обмотки, которые должны иметь одинаковое количество витков. К такой мере прибегают, если просто домотать витки на вторичной обмотке невозможно из-за недостаточно большого размера окна на магнитопроводе.
При таком соединении надо следить, чтобы направление витков на вторичных обмотках соединяемых устройств было согласовано, иначе может получиться противофаза, и выходное напряжение у такого объединенного устройства будет близко к нулю. Чтобы экспериментальным путем определить правильность соединения, желательно использовать тонкие провода.
![]()
Как определить одноименные выводы трансформаторов
Если выводы обмоток соединяемых устройств не имеют маркировки, то необходимо определить среди них одноименные, чтобы их и соединить между собой. Решить такую задачу можно следующим способом: первичные и вторичные обмотки двух или более трансформаторов соединяют последовательно, на вход такого объединенного устройства подают напряжение, а к выходным выводам (выводы с последовательно соединенных вторичных обмоток) подключают вольтметр переменного напряжения.
В зависимости от направления подключения вольтметр может вести себя по-разному:
- показывать то или иное значение напряжения;
- не показывать вообще никакого напряжения в цепи.
Если вольтметр выдает какое-либо напряжение, значит, в цепи соединения и первичных, и вторичных обмоток присутствуют разноименные выводы. При соединении обмоток таким неправильным способом в них протекают следующие процессы: напряжение, поступающее на вход первичных обмоток двух соединенных трансформаторов, уменьшается на каждой из них вполовину; увеличение напряжения происходит на вторичных обмотках, каждая из которых обладает одинаковым коэффициентом трансформации. Вольтметр на выходе зарегистрирует суммарное напряжение, значение которого равно удвоенной величине входного.

Если вольтметр показывает значение «0», то это означает, что напряжения, выходящие с каждой из последовательно соединенных вторичных обмоток, равны по значению, но имеют разные знаки, таким образом, они компенсируют друг друга. Иными словами, хотя бы одна из пар обмоток, объединенных в цепь, соединена одноименными выводами. В таком случае правильного соединения элементов цепи добиваются путем изменения порядка подключения первичных или вторичных обмоток, ориентируясь на показания вольтметра.
Электроды для самодельной точечной сварки
Выбирая для аппарата точечной сварки, собранного своими руками из микроволновки, электроды, следует обращать внимание на то, чтобы их диаметр соответствовал диаметру провода, с которым они соединены. В качестве таких элементов можно использовать медные прутки, а для устройств небольшой мощности подойдут жала от профессиональных паяльников.
В процессе эксплуатации электроды для точечной сварки активно изнашиваются. Чтобы корректировать их геометрические параметры, их необходимо постоянно подтачивать. Естественно, что со временем такие элементы потребуют замены на новые.

Провода, которыми электроды связаны с аппаратом для точечной сварки, должны иметь минимальную длину, иначе в них будет теряться значительная мощность устройства. Потери мощности станут серьезными и в том случае, если в электрической цепи «электрод – устройство для точечной сварки» имеется много соединений. Если вы хотите увеличить эффективность использования своего самодельного оборудования, то лучше на провода, которыми соединяются электроды, напаять медные наконечники. Используя такие наконечники, вы избежите возникающих из-за увеличенного сопротивления обжимных или любых других соединений потерь мощности в местах контакта.
Провода, связывающие электроды с аппаратом для точечной сварки, имеют достаточно большой диаметр, поэтому облегчить их пайку помогут специальные наконечники, предварительно подвергнутые лужению. Поскольку электроды для такого устройства являются съемными, в местах их соединения с наконечниками пайку не выполняют. Конечно, в таких местах, постоянно подвергаемых окислению, также происходит потеря мощности, но очистить их значительно легче, чем обжатые наконечники.
Устанавливаем электроды на сварочный аппарат
Как уже было указано выше, электрод для контактной сварки можно сделать из медного прутка или жала от профессионального паяльника, если мощность устройства невысока. Провод от аппарата присоединяется к электроду с помощью медного наконечника, который соединен с ним при помощи пайки.

Наконечник совмещают с электродом при помощи болтового соединения, которое должно быть очень надежным, чтобы увеличение сопротивления в месте ненадежного контакта не приводило к потере мощности аппарата для точечной сварки. Чтобы выполнить такое соединение, в электроде и наконечнике делают отверстия одинакового диаметра.
Болты и гайки, с помощью которых будут соединяться электроды и наконечники с проводами, лучше всего выбирать из меди или ее сплавов, отличающихся минимальным электрическим сопротивлением. Элементы таких соединений, значительно упрощающих обслуживание аппарата для контактной сварки, совсем несложно изготовить своими руками.
Органы управления самодельной точечной сваркой
Управление аппаратом точечной сварки (особенно сделанного из микроволновки своими руками) не отличается особенной сложностью. Для этого вполне достаточно двух элементов: рычага и выключателя. Сила сжатия между электродами, за которую отвечает рычаг, должна обеспечивать в точке выполнения сварки надежный контакт соединяемых деталей. Чтобы выполнить эти важные требования, рычажные механизмы таких аппаратов можно дополнить винтовыми элементами, которые обеспечивают еще более значительную силу сжатия. Естественно, такой элемент устройства для точечной сварки должен обладать очень высокой надежностью.

На серьезном производственном оборудовании, которое используется для соединения листов стали значительной толщины, устанавливают элементы сжатия, создающие давление от 50 до 1000 кг – в зависимости от необходимости. А на аппаратах точечной сварки, применяемых для нерегулярных и несложных работ в домашней мастерской, вполне достаточно того, чтобы такой механизм создавал давление до 30 кг. Для удобства и простоты работы на аппарате точечной сварки его прижимной рычаг делают более длинным, это также позволит увеличить силу сжатия до необходимого значения.
Для самодельного домашнего устройства вполне достаточно рычага, длина которого будет составлять 60 см. При помощи такого рычага можно увеличить прилагаемое усилие в 10 раз. Соответственно, если вы будете давить на рычаг с усилием 3 кг, то электроды и соединяемые детали будут сжиматься силой 30 кг. Чтобы такой рычаг при надавливании не сдвигал с места сам аппарат, основание оборудования необходимо надежно зафиксировать на поверхности рабочего стола при помощи струбцины.

Выключатель, отвечающий в устройстве за подачу тока к , подключают к цепи первичной обмотки трансформатора, сила тока в которой значительно меньше, чем во вторичной. Если подключить выключатель ко вторичной обмотке, то он создаст дополнительное сопротивление, а его контакты под воздействием сильного тока намертво приварятся.
Если в качестве прижимного механизма применяется рычаг, то выключатель лучше расположить прямо на нем, тогда вторая рука будет свободной (ее можно использовать для поддержки свариваемых деталей).
Особенности работы на самодельном оборудовании для точечной сварки заключаются в том, что подавать ток на электроды следует только тогда, когда они находятся в сжатом состоянии. В противном случае вы столкнетесь с интенсивным искрением электродов и, как следствие, с их активным подгоранием. Получить первоначальный опыт по работе на таком устройстве можно при помощи обучающего видео.
Электроды оборудования для точечной сварки активно нагреваются в процессе работы. Кроме того, интенсивному нагреву подвержены трансформатор и токопроводящие элементы такого устройства. Чтобы избежать слишком сильного нагрева, который может привести к выходу оборудования для точечной сварки из строя, следует предусмотреть простейшую систему охлаждения. Для этого часто используют обычный вентилятор. Можно также делать перерывы в работе, необходимые для охлаждения элементов аппарата.
Время выдержки электродов под током в сжатом состоянии в процессе выполнения сварки можно контролировать визуально, ориентируясь на цвет точки в месте соединения, либо использовать для этого специальное реле.
Очевидно, что изготовить аппарат для точечной сварки на основе трансформатора от микроволновки совсем несложно, внимательно изучив представленные видео и фото процесса сборки и учтя озвученные рекомендации.
(голосов: 6
, средняя оценка: 4,83
из 5)