В муфельной печи при температуре 820. И закалить металл, и вырастить кристалл – во всем поможет лабораторная муфельная печь
Мастер Куделя © 2013 Копирование материалов сайта разрешено только с указанием автора и прямой ссылки на сайт-источник
Самодельная муфельная электрическая печь (малая)


Здесь я опишу конструкцию бюджетной электрической муфельной печи небольшого размера. Мощность печи 500 Вт,
теоретическая температура до 800 градусов, но я не грел до туда, поскольку для
этого у меня есть посерьёзней печь. Особенностью данной конструкции является
предельная простота и предельно низкая стоимость комплектующих. Такую
конструкцию можно изготовить из подручных материалов всего за несколько дней, из
которых основное время уйдёт на сушку муфеля печи.
Верхний корпус печи с открытой дверцей.
В центре корпуса размещается сам муфель. Теплоизоляция дверцы, как видно
на фото, при помощи асбестового картона на шпильках. Окно закрыто двумя
слоями слюды с некоторым зазором между слоями.
Муфельная печь в сборе. Она состоит из
двух скреплённых между собой корпусов. В верхнем корпусе размещён сам
муфель, а в нижнем блок управления.
Я сразу советую вам делать печь как у меня в разных корпусах. Это позволит вам не париться с охлаждением блока управления различными вентиляторами. Верхний корпус будет нагреваться и создавать тягу, что в сочетании с перфорацией в нижнем корпусе, будет достаточно для охлаждения регулятора температуры.
Изготовление муфеля.
Муфель можно изготовить множеством разных способов. Можно взять готовую керамическую трубу. Лучше всего муллитокремнезёмистую МКР, можно трубу от старого реостата, от плавкого большого предохранителя. Если предпочитаете прямоугольную камеру, то лучше лепить самому. Поскольку мой сайт заточен на те практические конструкции, какие мне удалось сделать самому, то вот рецепт моего муфеля.


Каолин (каолиновая глина)- 1 часть. Можно найти
возле фарфорового завода. Привозят вагонами для производства фарфора, фаянса,
электротехнической керамики. Если нет, пойдёт любая глина пожирней.
Песок- 3 части. Лучше карьерный песок, нежели речной.
Всё это тщательно перемешиваем, затворяем водой до состояния, когда комок ещё
не растекается, а держит форму и оставляем в полиэтиленовом мешке на пару дней.
Затем достаём и снова перемешиваем до однородного состояния. Затем уже лепим
муфель.
Отступление.
Сейчас в продаже есть много того, чего ещё недавно не было. Сейчас я для
подобных работ пользуюсь вот таким связующим. Мертель екатеринбургского ооо Печник и его
характеристики. Стоит иметь в виду, что это готовый мертель, т. е. в нём
уже присутствует наполнитель дабы при сушке не терял объём. Поэтому
добавлять к нему крупную фракцию, такую как песок уже в меньшем объёме.


Итак, лепка муфеля. Прямоугольный муфель лепится в прямоугольном фанерном или из крагеса
ящике. Муфель с ровным подом и арочным сводом лепится в таком же ящике. Размер ящика равен внешнему размеру муфеля плюс
3-6 % усадки. Лепится всегда изнутри ящика, поскольку муфель при сушке сжимается
и при лепке снаружи трещины неизбежны. Чтобы смесь не прилипала к стенкам ящика,
стенки изнутри прокладываются полиэтиленом. Если смесь полусухая, то можно
положить бумагу. Так можно сэкономить время сушки.
После того, как муфель вылеплен, оставляют сохнуть на несколько дней. Когда
стенки муфеля наберут необходимую прочность, переворачивают и снимают коробку с
муфеля. Далее, если муфель недостаточно прочен для обмотки спиралью, его
несколько дней сушат на батарее или в печи. Затем медленно обжигают до 900
градусов. Если у вас напряжёнка с обжигом, в крайнем случае можно оставить сухой
необожжённый муфель. Но прочность будет уже не та.
Если муфель достаточно прочен, то обматывают спиралью, наносят обмазку и в
сборе сушат и обжигают. В сборе это делать предпочтительней, поскольку обмазка
лучше будет держаться на полусыром муфеле. Внимательно следите, чтобы внутри
спирали не было пустот, всё было заполнено обмазкой. Иначе будет локальный
перегрев нихрома.
Расчёт нагревателя.
Про расчёт нагревателя в сети много материалов. Все они обладают различной
степенью научности сего вопроса. Например,
можно не только почитать различные соображения, но и рассчитать нагреватель на
встроенном калькуляторе. Входными данными являются мощность печи, материал
нагревателя, температуры нагревателя и нагреваемого изделия, конструкция и
размещение нагревателей. На выходе получаем диаметр и длину проволоки
нагревателя. Но при ближайшем рассмотрении выясняется, что диаметр выбран из
соображений экономии материала проволоки и условия эксплуатации близки к
идеальным. В жизни обычно бывает всё наоборот. Обычно в закромах лежит моток
старого нихрома и его владельца мучит вопрос, можно ли его использовать на благо
человека. И с мощностью печи тоже сплошные вопросы.
Поэтому приведу свою методику расчёта, пусть и не
такую научную, но основанную на своём опыте изготовления подобных устройств.
Итак, первое с чем надо определиться, это мощность печи. Мощность напрямую
зависит от величины муфеля и применяемой футеровки. Величину (объём) муфеля
определяете сами, в зависимости от величины нагреваемых изделий.
Для современных печей с применением волокнистых теплоизоляторов (МКРВ,
ШПВ-350 и т. п.) примерная мощность на литр объёма будет:
Объём камеры печи (литров)
Удельная мощность (Вт/
литр)
1-5
500-300
5-10
300-120
10-50
120-80
50-100
80-60
100-500
60-50
Допустим, например, у вас объём камеры 3 литра, поэтому мощность печи будет
1200 Вт. У меня объём муфеля чуть больше литра, поэтому мощность нагревателя
возьмём 500 Вт.
Далее, вычисляем ток через нагреватель:
I = P/U= 500/220 = 2,27 A
И величину сопротивления нагревателя
R =
U/I = 220/2,27 = 97 Ом
Далее лезем в закрома и смотрим диаметр
имеющегося нихрома. У меня оказался нихром диаметром 0,65 мм. Далее по таблице
прикидываем, выдержит ли наш нихром такой ток.
Диаметр (мм)
0,17 0,3 0,45 0,55 0,65
0,75 0,85
Допустимый ток (А) 1
2 3
4 5
6 7
Как видим, при диаметре 0,65 допустимый ток 5 А,
так что наши 2,27 А он выдержит с большим запасом. Вообще, при изготовлении
нагревателя, нужно брать проволоку потолще, потому что чем толще проволока, тем
больше выдерживаемая ей температура и срок службы.
Максимальные рабочие температуры
нагревательных элементов. Здесь:
GS 40
Нихром
GS 23-5
Еврофехраль
GS SY
Суперфехраль
GS T
Еврофехраль

НО! Это палка о двух концах. Сильно утолщать
диаметр проволоки мы не можем, потому что чтобы получить расчётное сопротивление
97 Ом, придётся очень сильно увеличивать длину проволоки, что может быть не
приемлемо из конструктивных соображений.
По таблице определяем номинальное сопротивление 1 погонного метра
проволоки. Здесь:
GS 40
Нихром
GS 23-5
Еврофехраль
GS SY
Суперфехраль
GS T
Еврофехраль

Итак, из таблицы для диаметра 0,65 мм берём (и последующим измерением прибором
подтверждаем), номинальное сопротивление 3,2 ОМ/метр.
Следовательно, длина проволоки будет:
L = R/3,2 = 97/3,2 = 30 Метров
Вот и расплата за излишний диаметр провода излишним метражём. Но это не
беда, потому что мотать как есть этот провод не буду, да и есть опасность не
уследить и допустить межвитковое замыкание на нашем муфеле. Этот провод нужно
навить на стержень. Кончик проволоки вместе со стержнем зажимается в патрон сверлильного
станка, на худой конец, патрон ручной дрели. Проволока подаётся под
небольшим натягом.

При навивке необходимо соблюсти следующие рекомендации. Диаметр стержня
для навивки проволоки диаметром до 4,5 мм должен быть не меньше:
-
для нихромов четырёхкратному диаметру проволоки;
-
для фехралей пятикратному диаметру проволоки.
Для всех сплавов при диаметре больше 4,5 мм, не менее шестикратному диаметру
проволоки.
Есть ещё одна засада при работе с фехралем. Фехраль, в отличие от нихрома,
после прокалки становится хрупким, поэтому его уже кантовать не стоит.
Готовую спираль равномерно растягиваем до длины, комфортной для обмотки муфеля.
Но не больше, потому что сжать равномерно будет уже значительно трудней.
Обматываем муфель по канавкам и наносим обмазку, как на рис.4.
Далее наш муфель размещаем в металлическом корпусе.


Основная футеровка выполнена блоками из кирпичей шамотного легковеса ШЛ-0,4. Кирпич легко
обрабатывается инструментом, ранее описанным . Обратите внимание на отверстие в заднем блоке легковеса для термопары и два отверстия для выводов нихрома.
При установке повредилась боковая стенка муфеля, но это не страшно, она будет восстановлена этим же составом после установки.

Хочется предостеречь вас от некоторых засад,
которые могут подстерегать вас при изготовлении футеровки.
Прежде всего хочу предупредить при соблазне применить асбест. Да,
плавится он при 1500 градусов, но при 800 градусах он теряет химически связанную
воду превращается в порошок. Поэтому такие изделия из него, как картон или шнур
могут работать до этой температуры. Кроме того, фехраль не должен контактировать
с асбестом. Я его применил, так как эта печь заточена до этой температуры и у меня нихром.
Далее, по поводу применения в качестве связующего жидкого стекла. Его можно
применять для лепки муфелей, работающих до 1088 градусов, при превышении этой
температуры муфель поплывёт.Кроме того, фехраль тоже не любит контакта с жидким стеклом.
По поводу применения волокнистых материалов на минеральной (базальтовой)
основе, повторю что писал на одном из форумов. Это почти одно и то же.
Производят выдуванием из расплава. Хорошо держат температуру. Но они имеют
связующее, которое не выдержит и 250 градусов. Но в инетах хитрые продавцы
приводят огнеупорность самого волокна. Формально они правы. Но то, что после
первой прокалки связующее выгорит и они осыпятся кучкой, это не пишут. Есть
сорта и с огнеупорным связующим, но информации очень мало. Только косвенные
признаки- допустим, предназначенные для бань и каминов. И опять проводят
огнеупорность самого волокна. И стоит ли повторять, что фехраль их тоже не
любит. Так что если есть возможность пролететь, лучше использовать уже
проверенные. А из проверенных мной подойдут более
всего муллитокремнезёмные войлоки, например, МКРВХ-250 (1300 гр).
Кстати, в
Сухом Логе наладили производство керамических одеял Cerablanket, Cerachem
Blanket, Cerachrom Blanket. Я с первым из них имел дело, выдерживает прямое
пламя горелки. Два последних ещё более огнеупорны. Но сам их не пробовал.
По сети гуляют описания печей, которые все передирают друг у друга, в которых
фигурирует в качестве материала муфеля шамотная глина.
Обычная глина обладает большой усадкой и используется как связующее. Шамот же не
что иное, как обожжённая глина. Шамот не лепится, используется как наполнитель и
требует связующего, например, обычную необожжённую глину. Поэтому что
подразумевают под выражением шамотная глина, совершенно не понятно.
Блок управления.
Поскольку я обещал описание наибюджетнейшей, наипростейшей печи, то и
регулятор температуры будет соответствующий. Хороший недорогой регулятор Ш-4501,
который можно купить по цене от 1 до 2 тысяч рублей. Самый дешёвый и сердитый
регулятор. Выпускается с диапазонами измерения
и регулирования температур от 0- 200 до 0-1600 градусов. В качестве
измерительного элемента термопары ХК, ХА и ПП.
Техническое описание и инструкция по эксплуатации милливольтметра регулирующего
типа Ш4501
. Почитаете на досуге.
Передняя панель блока управления. Данное
исполнение регулятора на диапазон от0 до 800 градусов, термопара ХА.
Внизу справа налево включатель блока управления, неоновая лампа ТЛО
(оранжевая) индикации подачи напряжения на нагрузку, лампа ТЛЗ (зелёная)
индикации отключения нагрузки и красная лампа индикации обрыва
термопары.


Расключения на задней стороне Ш4501. Для
непонятливых на пластмассовой крышечке ещё раз приведена схема
расключений. Прошу обратить внимание- компенсационный провод должен идти
до самого клеммника с компенсационной катушкой.
Такая арматура для индикаторных ламп уже не
выпускается, поэтому рекомендую применить современные типа
XB2-EV161
. Они бывают красного, жёлтого, зелёного, белого и синего
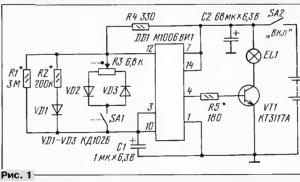
цветов. Схема электрическая блока управления. Если
не найдёте достаточно мощный тумблер включения блока управления, то
поместите его после контактов реле ПЭ23. Реле идёт в комплекте с
прибором Ш4501. Мощность контактов реле 500 ВА в цепи переменного тока.
На схеме не показано- 3 группы контактов у меня в параллель, поэтому
коммутируемая мощность до 1500 ВА. На схеме исправлено- лампа ТЛЗ
подходит к нормальнозамкнутым контактам, ТЛО к нормальноразомкнутым.

Реализация монтажа блока управления в этой коробке. Регулятор засовывается спереди по лыжам. Подсоединяется разъём (справа). Реле крепится на задней крышке изнутри.


Печь в сборе. Вид сзади. Как видите,
провода термопары и выводы нагревателя охлаждаются просто на воздухе,
без излишеств. Провода нагревателя подключаются через клеммник,
желательно с керамическим основанием. Рекомендую использовать
керамическое нутро от розетки или керамического патрона лампы.
Выводы термопары тоже через клеммник. К этим же контактам клеммника
подключается отрезок соответствующего градуировке компенсационного
провода. Если это будет обычный провод, то прибор будет врать на
величину разности температур между этим клеммником и задней панелью
Ш4501 с измерительной катушкой. Снаружи на задней крышке смонтирована
накладная розетка для подключения нагрузки, а на задней крышке коробки
муфеля клеммник для подключения термопары. Это позволяет использовать
этот блок управления не только с этим муфелем, но и для регулирования
температуры в других ваших устройствах. Достаточно прикрутить термопару
такой градуировки к клеммнику и всунуть вилку в розетку.
Немного о самодельной термопаре. Для окончательной бюджетности нашей печи я применил самодельную термопару градуировки ХА. Я предпочитаю самодельные термопары не из-за жадности, а просто потому, что они обладают меньшей инерционностью по сравнению с заводскими. Хотя есть риск сжечь входные цепи регулятора. Подробно на изготовлении такой термопары я останавливаться не буду, потому что этот процесс хорошо освещён в литературе (Бастанов. 300 практических советов) и в интернете.

Материалом послужили жилы из компенсационного провода градуировки ХА. Концы сварены вольфрамовым электродом в атмосфере аргона. Если так сварить вам слабо, тогда как это описано в книгах в графите с бурой с помощью мощного трансформатора.Затем термопара засовывается в керамическуюдвухканальную МКР трубку. Тут уж вам, пардон, придётся раскошелиться.
Нагревательная камера в сборе. Стенка долеплена, замазаны щели. Затем вокруг устья муфеля наносится замазка с некоторым излишком. Затем накрывается полиэтиленом и крышка закрывается. На замазке отпечатывается рельеф крышки. Полиэтилен снимается и всё это хозяйство сушится. Зазоры между крышкой и камерой минимальны.
Муфель в сборе. После укладки спирали, она обмазывается тем же составом, из чего состоит муфель. Концы спирали крепить петлёй из стеклоленты со слюдой. Не забудьте под спираль положить закладной стержень. Когда муфель высохнет, стержень вынимается и остаётся отверстие под термопару.
Муфель без обвязки. Обратите внимание на пазы на углах муфеля. Они для того, чтобы спираль при обмазке не смещалась. Внизу канавка для термопары. Термопара должна находиться в непосредственной близости от спирали.
Лабораторной муфельной печью называется специальное высокотемпературное нагревательное оборудование , предназначенное для эксплуатации в лабораторных условиях. Данное устройство представляет собой печь, имеющую особую конструкцию.
Она предусматривает полное отсутствие взаимодействия нагреваемых предметов с различными компонентами, выделяющимися в воздух в результате сгорания топлива (сажей, газообразными веществами, а также копотью ).
Для создания таких условий нагревания применяется муфель - огнеупорная камера, которая является своеобразной преградой между нагреваемым изделием и используемым топливом.
Что представляет из себя лабораторная муфельная печь?
Большинство таких муфелей изготавливается из огнестойкого кирпича, жаропрочной стали либо высокопрочного керамического волокна . Именно за счет данного приспособления производители имеют возможность предотвратить загрязнение посторонними веществами различных дорогих металлов, а также химически чистых образцов.

Благодаря тому, что оборудование обладает специальными техническими характеристиками, оно подходит для эксплуатации во многих сферах промышленности:
- в химических лабораториях;
- на предприятиях, занимающихся производством ювелирных изделий ;
- в геофизических лабораториях;
- на предприятиях, которые изготавливают восковые предметы ;
- в пищевой промышленности;
- на предприятиях, выполняющих купелирование разных благородных металлов ;
- в стоматологических центрах;
- для выполнения различных аналитических работ (нагрев и высушивание, сжигание или выращивание кристаллов);
- для обжига различных форм для литья;
- для изготовления изделий из фарфора либо керамики ;
- для плавки , а также закалки различных металлов и их сплавов;
- для проведения кремации .
Современное оборудование должно обязательно обладать следующими характеристиками:

- Достаточное внутреннее пространство для того чтобы обрабатываемые предметы свободно помещались внутрь прибора.
- Большой температурный диапазон , позволяющий выполнять разные виды работ.
- Терморегулятор .
- Система вытяжки .
- Возможность подключения к компьютеру (требование предъявляется к некоторым моделям приборов).
Особенности конструкции
Оборудование имеет особую схему строения, которая приспособлена для создания специальных условий обработки различных изделий. Основное отличие от печей других видов заключается в наличии огнеупорной камеры или так называемого муфеля. Это создает преграду, которая предотвращает взаимодействие поверхности материалов с газообразными веществами, выделяющимися из используемого топлива.
Для изготовления муфеля — основной части устройства — и других элементов производители используют, как правило, жаростойкую сталь, огнеупорный кирпич, а также керамическое волокно, которое обладает высокой прочностью.

Фото 1. Схематичное изображение устройства лабораторной муфельной печи. Указаны только основные части.
Как правильно подобрать нужное устройство?
Для максимально эффективной эксплуатации оборудования нужно обращать внимание на следующие его характеристики:
- параметры;
- максимально возможные нагрузки;
- мощность;
- предельная температура обжига;
- рабочее напряжение;
- напряжение питания;
- равномерность прогрева;
- безопасность функционирования оборудования;
- стоимость.
Прежде всего необходимо определиться с объемом рабочей камеры, а также с температурным диапазоном . Кроме того, обязательно нужно обратить внимание на сложность нагрева .
Виды лабораторных печей

Не менее важными показателями при выборе оборудования служит скорость и равномерность прогрева муфельной камеры.
В зависимости от индивидуальных требований, можно подобрать горизонтальную либо вертикальную печь: первая отличается довольно большой вместительностью, а вторая нагревается за короткий промежуток времени.
Лабораторные муфельные печи оснащаются открытыми либо закрытыми нагревательными элементами . Устройства первого типа отлично подойдут для эксплуатации в условиях, когда требуется прогревать камеру до высокой температуры за небольшое время . Однако такое оборудование сильнее подвергается негативному воздействию различных агрессивных веществ, выделяющихся во время обработки предметов.
Печи, в которых используется закрытый нагревательный элемент, отличаются более продолжительным эксплуатационным сроком , равномерным нагревом рабочей камеры, но для максимального прогревания требуется гораздо больше времени. Существенным недостатком устройств данного вида является то, что при поломке нагревательного элемента придется менять полностью всю камеру.
Наиболее простой конструкцией обладает оборудование, имеющее одноступенчатый терморегулятор . Его основная особенность — с самого начала камера нагревается до определенной температуры, а затем она поддерживается на протяжении рабочего процесса. Чаще всего эти печи используются для выполнения таких простых задач, как сушка или обжиг.

Для более сложной аналитической работы предназначаются муфельные печи, которые функционируют за счет специального программного управления .
Они позволяют настраивать процесс нагрева на несколько разных уровней. Контроль происходит с помощью микропроцессора с цифровым индикатором и звуковым сигнализатором.
При необходимости программу можно запустить в автоматическом режиме.
Чтобы выбрать исправную печь, необходимо проверить оборудование на отсутствие каких-либо механических повреждений (сколов, потертостей, царапин и других) на всех составных элементах.
Полезное видео
Ознакомьтесь с видео, в котором показано, как выглядит муфельная печь большого объема для обработки металлов.
Муфельная печь предназначена для равномерного нагревания веществ до разных температур. Присутствующий в ней муфель, защищает нагреваемый предмет от прямого воздействия продуктов горения.
Навигация:
Различают муфельные печи по нескольким критериям.
- По источнику нагревания.
- По режиму обработки.
- По конструктивным данным.
Источником нагревания муфельной печи может быть газ или электричество.
Режим обработки бывает:
- в обычной (воздушной) атмосфере;
- в особом газовом окружении – водород, аргон, азот и другие газы;
- при вакуумном давлении.
Конструктивно муфельные печи делятся на печи:
- верхней загрузки;
- горизонтальной завалки;
- колпаковые – печь отделается от пода;
- трубчатые печи.
Кроме этого, существует несколько видов печей по тепловым показателям:
- печи с небольшой температурой: 100 — 500 градусов;
- печи со средней температурой: 400 — 900 градусов;
- печи с большой температурой: 400 — 1400 градусов;
- печи с очень высокой температурой: до 1700 — 2000 градусов.
Примечание. От температурного режима муфельной печи прямо пропорционально зависит ее стоимость, т.е, чем выше максимальная отметка температуры, тем дороже будет печь.
К преимуществам муфельных печей относится защита обогреваемого вещества от продуктов горения топлива или испарений нагревательных элементов и равномерный его нагрев по всей камере.
В случае выхода из строя муфеля, конструкция печи позволяет оперативно произвести его замену, что значительно облегчает проведение ремонта.
Недостатком является небольшая скорость нагрева (хотя это не всегда необходимо). В муфельной печи невозможно производить скоростные режимы нагрева. Это связано с тем, что необходимо время для нагрева муфеля. Что влечет за собой еще один недостаток – дополнительные затраты энергии на разогрев.
Основная составляющая муфельной печи – это муфель, который изготавливается чаще всего из керамики. Этот материал является универсальным для изготовления печи разного рода. Бывают еще корундовые муфели, но их применяют только в химической среде.
Вокруг муфеля наматывается обогревательный элемент в виде проволоки и замазывается это керамической обмазкой.

Вокруг муфеля располагается теплоизоляционный материал и все это обшивается металлическим корпусом из листа металла толщиной 1,5-2 мм.
Так как нагрев печи начинается вокруг муфеля, то достичь больших температур (выше 1150 градусов) не представляется возможным. В связи с этим производители разработали специальный волокнистый материал для изготовления муфеля, который позволяет располагать нагревательные элементы изнутри. Это дает возможность увеличить температурный предел муфельных печей. Но недостатком волокнистого материала является его недолговечность: под действием газовых испарений, солей и масел от нагреваемого материала волокно разрушается.
Сегодня для высокотемпературных муфельных печей применяют японские очень качественные нагревательные элементы, которые позволяют достигать в печи температуры до 1750 градусов.
Печи, работающие на газообразном топливе, изначально имеют более высокие температурные показатели.

Для более равномерного нагрева рабочей камеры некоторые производители встраивают вентиляцию. А для вывода продуктов сгорания существует вытяжной механизм, который через трубу выводит дым и пар из печи.
Для контроля и регулирования температуры в печи используется электронный терморегулятор, который соединяется с нагревателем и термопарой. Терморегулятор позволяет контролировать не только температуру, но и время выдержки изделия в печи. Причем эти показатели имеют очень высокую точность, особенно в лабораторной муфельной печи, ведь от их значения и полученного результата зависит точность проводимых исследований.
Применение муфельных печей
Муфельная печь нашла широкое распространение, в первую очередь, как оборудование для термообработки металлов. Но, благодаря своим достоинствам, муфельная печь (купить которую можно в любом регионе России) намного расширила область своего применения, и это:
- термообработка металлов (закалка, отпуск, отжиг, старение);
- обжиг керамических материалов – окончательный этап обработки керамики;
- озоление – превращение в золу исследуемого вещества без сгорания для проведения обследования;
- кремация;
- пробирный анализ – способ выявления и отделения драгоценных металлов (золота, серебра, платины) из руды, сплавов, готовых изделий;
- высушивание – отделение влаги в виде воды или другого жидкого вещества из материалов;
- стерилизация инструментов в медицине (стоматологии).
Термообработка металлов может производится в домашних условия, в лабораторных или в промышленных масштабах. Исходя из этого существует целый модельный ряд муфельных печей с разными объемами рабочей камеры, мощностями и максимальной температурой нагрева. Для личного применения можно купить муфельную печь для закалки ножей, для исследований подойдет муфельная печь лабораторная.
Для термообработки металлов и сплавов муфельная печь должна обладать особыми характеристиками.

В первую очередь, муфельная печь для закалки металла, отпуска и прочего должна иметь очень хорошие изоляционные характеристики. Обычно они обеспечиваются несколькими слоями: огнеупорным кирпичом, волокном из керамического материала и защитным кожухом из листового металла. Дно печи должно быть оборудовано специальными карбидокремниевыми плитами и добавочным поддоном для защиты от ударов обогревательных элементов при загрузке и выгрузке. И самое главное, электрическая муфельная печь должна иметь специальные нагревательные спирали из высококачественного сплава для обеспечения достаточно большой температуры обогрева – до 1400 градусов.
Муфельная печь лабораторная (цена зависит от мощности и конструктивных особенностей) может быть использована для нагревания материалов разного состава.
Муфельная печь для обжига керамики применяется в художественных и гончарных мастерских. Кроме обжига в ней проводится нагревание опок, расплавление стекла. Муфельная печь для керамики обладает температурным режимом до 1300 градусов и оснащается автоматическим регулятором, позволяющим медленно нагревать и охлаждать изделия без температурных скачков. Такой плавный переход необходим и когда производится обжиг глины в муфельной печи.

Купить муфельную печь для керамики можно прямо у производителя, что значительно снижает ее стоимость.
Примечание. Муфельная печь для обжига часто снабжается съемными нагревательными элементами, которые легко можно заменить при выходе из строя.
Муфельная печь для обжига керамики (цена зависит от размеров, мощности, способа загрузки и комплектации) может быть объемом внутренней камеры от 1л до 200 л и даже больше. Конструкция печи может быть круглой с загрузкой сверху, камерной с загрузкой впереди, есть колпаковые печи. Поэтому муфельная печь для обжига керамики, купить которую можно даже для домашнего использования, доступна для обширного поля деятельности любого мастера.
Для работы с драгоценными металлами, а также в стоматологии отлично подойдет маленькая муфельная печь или даже мини муфельная печь, объем рабочей камеры которой около двух литров.
Задумываясь о том, сколько стоит муфельная печь, следует учесть потребные характеристики, которые должны присутствовать в ней, и выбрать хорошего производителя. Муфельные печи российского производства получили хорошие отзывы среди потребителей и имеют неплохую ценовую политику.
Широкий модельный ряд позволяет выбрать муфельные печи РФ разной конструкции: горизонтальные и вертикальные муфельные печи с необходимым расположением загрузки, лабораторные муфельные печи (в Самаре находится производственная база).
Известны своим качеством муфельная печь Накал. Такая муфельная печь (купить в Москве ее можно сразу с доставкой), получила много положительных отзывов от ведущих предприятий различного направления.
Муфельная печь (купить в СПб можно разные модели) компании Электроприбор также хорошо себя зарекомендовала среди покупателей.
Хорошего качества является белорусская муфельная печь (купить в Минске ее не будет проблемой, так как есть много интернет-магазинов, имеющих в ассортименте такие печи).
Некоторые мастера берутся за изготовление муфельной печи своими руками, так как заводская муфельная печь (цена которой все-таки не маленькая) им не по карману. Изготавливая печь самостоятельно необходимо большое внимание уделить выполнению муфеля. Для домашнего пользования муфель можно выполнять из огнеупорной глины, формируя рабочую камеру вокруг картонного каркаса. Когда глина высохнет, картон убирается. Только перед дальнейшей сборкой обязательно нужно обжечь глиняный муфель, чтобы он затвердел и приобрел необходимую твердость. Дальнейшая сборка ничем не отличается от заводской.
Но таких специалистов самодельщиков не так много, большинство потребителей все же предпочитают муфельную печь купить, цена выбирается по своим возможностям.
Газовые нагревательные печи отличаются от нефтяных только способом подачи в печь топлива. В качестве топлива в данном случае применяют газ, подаваемый в печь инжекционными горелками.
К газовым нагревательным печам относятся камерные с неподвижным подом и выдвижным подом, с вращающейся ретортой, муфельные непрерывного действия и т. д.
Каркас печи сварен из листовой стали и выложен шамотным и доломитовым кирпичом. Для уменьшения потерь тепла между футеровкой и каркасом проложен листовой асбест. Печь снабжена инжекционными горелками, которые работают на природном газе.
Регулирование температуры автоматическое, осуществляемое мембранным клапаном Клапан управляется при помощи импульса, поступающего от термопары через пирометрический прибор с пневматической приставкой. Давление воздуха на пирометрическом приборе устанавливают редуктором.
1 - каркас печи, 2 - листовой асбест, 3 - огнеупорный кирпич, 4 - откидной рабочий стол, 5 - заслонка, 6 - инжекционные горелки, 7 - мембранный клапан, 8- под, 9 - дымоход; в - вид сторца: 10,11 - чугунные плиты, 12 - цепь, 13 - ролики, 14 - штанга, 15 - шток цилиндр 16 - пневмосистема.
а Камерные газовые печи с шаровым подом. В термических отделениях инструментальных и штампово-механических цехов для термической обработки измерительного и режущего инструмента из углеродистых и легированных сталей, а также ковочных и листоштамповочных штампов и приспособлений применяют газовые печи с шаровым подом.

Печь работает на природном газе, сгорающем в рабочей камере, расход газа 35- 40 м 3 /час. Площадь рабочего пода 1150X1900 мм 2 , высота рабочего окна 520 мм . На под печи уложены четыре желобковые направляющие 4, в которых находятся шары 5, изготовленные из жароупорной стали. Шары и рельсы в рабочей камере печи значительно облегчают продвижение поддонов с деталями при загрузке и разгрузке печи. На загрузочном столе 2 поддоны устанавливают на шары и вручную при помощи стального крючка направляют в рабочую камеру печи.
Печь снабжена инжекционными горелками 7. Детали в печи нагреваются за счет теплового излучения стенок и свода печи. Затлонка 1 поднимается и опускается пневматическим подъемником через ролик 3. Температура в печи контролируется и регулируется автоматически при помощи мембранного клапана. Термопару устанавливают в специальное отверстие 6, расположенное в кладке печи (сверху). Производительность печи при закалке и нормализации около 250 кг/час.
Камерные газовые печи с выдвижным подом. Общий вид отжигательной печи с выдвижным подом показан на рисунке.


Выдвижной под печи изготовлен в виде тележки на колесах, футерованной изоляционным и огнеупорным шамотным кирпичом. Такое устройство пода позволяет загружать и выгружать детали вне рабочего пространства печи при помощи мостового крана. Отжигательные печи с выдвижным подом применяют для отжига крупногабаритных и тяжелых станин, стального литья, проката, искусственного старения чугунных отливок и высокого отпуска.
Печь предназначена для отжига стального литья, бунтовой проволоки и искусственного старения чугунных станин металлорежущих станков.
Под печи выполнен в виде выдвижной тележки 7 . Печь с наружной части 2 выложена строительным кирпичом, а с внутренней 3 - шамотом. Свод 11 печи изготовлен из специальных подвесных шамотных кирпичей.
Под печи передвигается на колесах 10 по рельсам 9, проложенным на полу цеха. Передвижение осуществляется при помощи стального троса, соединенного с электродвигателем.
Печь обогревается природным газом, поступающим через 16 инжекцианных горелок 6, которые расположены по обеим стенкам печи. Нижний ряд горелок находится на уровне пода, поэтому продукты горения поступают ниже пода. Верхний ряд горелок расположен таким образом, чтобы продукты горения могли поступать под свод печи. Расход городского газа 11 м 3 /час на одну горелку.
Из рабочей камеры дымовые газы отводятся через каналы 8, расположенные на уровне пола, по дымоходной трубе 1. Печь снабжена мощным вентилятором 4, который обеспечивает равномерную циркуляцию атмосферы печи в ее пространстве. Измерение температуры производится термопарами через отверстия 5 и 12.
Печи с выдвижным подом могут иметь не только мазутное и газовое отопление, но и электрическое.
Техническая характеристика газовой камерной печи с выдвижным подом
Максимальная температура, ° С 650-850
Площадь выдвижного пода, м
2 27,6
Высота от уровня пода до свода, м 4,5
Вес садки металла, т............. 30
Механизированные печи с вращающейся ретортой. Такие печи (рисунок ниже)

применяются для газовой цементации и закалки небольших деталей несложной формы и не требующих большой глубины цементованного слоя.
Печь представляет собой футерованный металлический цилиндр 3, установленный на цапфы в горизонтальном положении. Внутри цилиндра находится жароупорная литая реторта 4, являющаяся рабочей камерой печи. Реторта вращается на опорных роликах 8 при помощи червячной и цепной передач 7 от электрического двигателя 6 мощностью 0,85 квт. Опорные ролики укреплены на торцовых плитах печи металлического каркаса.
В процессе цементации реторта, нагруженная деталями, непрерывно вращается, благодаря чему детали обтекаются науглероживающим газом или газовой смесью. Для того чтобы при вращении реторты детали не скапливались в одном месте,
загрузочной стороны реторта герметично закрывается крышкой 2 с футерованным внутри реторты имеются небольшие продольные ребра. С экраном. Цементующий газ подается в печь через трубку 5, расположенную в задней стенке реторты. Отработанный газ выводится по трубке 1 через крышку реторты, где поджигается.
Печь обогревается городским газом при помощи и нжекционных горелок. В качестве карбюризатора для цементации применяют природный газ. Расход газа-карбюризатора - 3,0- 3,5 м 3 /час; газа, необходимого для нагрева, - 60 м 3 /час.
Для ускорения науглероживания деталей и предохранения их от забоин во время вращения печи в реторту засыпают 1,5- 2,0 кг мелких кусков древесного угля. Производительность печи при глубине цементованного слоя 0,6-0,8 мм - 50 кг/час. Скорость цементации в среднем не превышает 0,15-0,20 мм/час, Цементируемые детали закаливают только после их подстуживания до температуры 830-840°С.
При выгрузке цементируемых деталей печь при помощи маховика легко наклоняется и детали высыпаются в закалочный бак, на дне которого (находится железная сетчатая корзина. При отсутствии на заводах цементующих газов или газовых смесей детали в ретортных печах цементируют при помощи твердого карбюризатора. Недостатками печей с вращающейся ретортой являются неравномерная цементация и возможное образование на деталях небольших забоин.
Техническая характеристика механизированной печи с вращающейся ретортой
Максимальная температура, °С............ 930
Размеры рабочего пространства реторты, мм:
диаметр.............................................. 360
длина............................................ 1324
Муфельные газовые печи непрерывного действия. В поточно-массовом производстве, когда необходимо получить большое количество деталей с одинаковой глубиной цементованного слоя, применяют муфельные газовые печи непрерывного действия

с периодической загрузкой деталей на поддоны

Поддоны с деталями передвигаются по рельсам при помощи механического толкателя 1, укрепленного на загрузочном конце печи, который снабжен закалочным баком с механизированным столом для непосредственной закалки с предварительным подстуживанием деталей после цементации. С входной стороны печи установлена загрузочная камера 2, изготовленная из листовой стали без футеровки. Внутри камеры находятся две газовые горелки 3, при горении которых поглощается кислород воздуха и уменьшается сила вспышки газов, выходящих из цементационной рабочей камеры 6 при открывании заслонки 4 муфеля.
Камера 6 представляет собой муфель 5, собранный из литых секций с фланцами, которые укрепляются болтами и свариваются газонепроницаемым швом. Секции муфеля и болты крепления изготовляются из жароупорной стали Х18Н25С2. Размеры муфеля следующие: длина 7-8 м, ширина 0,82 м , высота 0,43 м . В муфеле одновременно помещается 24 поддона; практически эксплуатируется только 22 поддана. Это делается для того, чтобы у разгрузочного конца печи всегда имелось свободное место.
На каждый поддон загружаются детали весом от 100 до 120 кг . Количество загружаемых деталей и порядок их укладки зависят от формы деталей и их веса.
Разгрузочная камера 9 (камера подстуживания) имеет две самостоятельные горелки и заслонку 11. От цементационной камеры она отделяется герметической заслонкой 10 с гидравлическим затвором. Наличие такой камеры позволяет подстуживать детали с температуры цементации (930°С) до температуры закалки (820-840°С).
Как только поддан с деталями достигнет закалочной камеры, его вытаскивают из камеры при помощи железных крючков 12,. устанавливают на механизированный стол, после чего вместе со столом погружают в закалочный бак с маслом. Стол с деталями опускают пневматическим подъемником. Муфельная печь обычно отапливается городским природным газом при помощи 28 горелок, расположенных в шахматном порядке в два ряда с обеих сторон муфеля. Печь может работать и на мазуте.
Температура внутри цементационной камеры контролируется термопарами 7, установленными в трех зонах. Температура в тих зонах поддерживается равной 920-940°С. Четвертая зона является камерой подстуживания. Науглероживающий газ вводится в муфель по трем отверстиям (вводам) 8, расположенным сверху, и одному - снизу муфеля.
Из муфеля отходящие газы направляются в гидравлический затвор с тем, чтобы в муфель не мог попасть наружный воздух, окисляющий цементируемые детали. Затем отходящие газы выводятся наружу и у входа из трубки поджигаются. Расход газа карбюризатора 5-6 м 3 /час, а газа, необходимого для отопления, 60-70 м 3 /час. Производительность цементационной печи при глубине цементованного слоя 1,0-1,2 мм 200-250 кг/час, продолжительность процесса при этом составляет 7-8 час.
Одним из основных недостатков муфельных печей является наличие в них дорогостоящих жароупорных литых муфелей, эксплуатационная стойкость которых невысока - не более 10- 12 месяцев. При повышении температуры цементации до 1000 °С стойкость муфеля становится еще ниже. Значительные трудности вызывает также смена муфеля при ремонте печи. Для удаления старого, прогоревшего муфеля и замены его новым приходится почти полностью разбирать кладку печи. Эти недостатки полностью устраняются при использовании современных безмуфельных агрегатов.
Безмуфельные цементационные агрегаты. Такие агрегаты применяют для газовой цементации и нитроцементации автомобильных и тракторных зубчатых колес, валов, червяков руля, деталей металлорежущих станков и сельскохозяйственных машин. Безмуфельные агрегаты могут быть однорядными и двухрядными.
Однорядный безмуфельный агрегат показан на рисунке ниже.

В таком агрегате все процессы - нитроцементация, т. е. насыщение поверхности стальных деталей углеродом и азотом; закалка; промывка и отпуск - полностью автоматизированы.

Агрегат представляет собой плотно сваренный каркас, внутри которого расположена цементационная безмуфелыная печь 5, загрузочная камера 2, закалочная камера с механизированным баком для изотермической закалки, моечная машина 9, отпускная печь 10 и система рольгангов 11. Цементационная печь зафутерована динасовым огнеупорным кирпичом. Для предохранения кладки печи от науглероживания рабочая камера печи выложена доменным кирпичом. Нагрев цементационной печи производится при помощи радиационных нагревательных труб 17, изготовленных из жароупорной хромоникелевой стали, вертикально расположенных в рабочей камере. Это позволяет получать наибольшее количество тепла при сжигании в них природного газа и вынимать их для смены в случае прогара. В верхней и нижней частях трубы имеется песчаный затвор 16. Горелки 18 помещаются в нижней части трубы, причем так, что продукты горения в трубе движутся вверх благодаря тяге самой трубы. При выходе из трубы продукты сгорания (газы) попадают в короб 15. Из этого короба они отсасываются вентилятором, расположенным на своде печи. Такой вентилятор способствует перемешиванию в печи науглероживающей атмосферы
Кладка печи, герметизация стального каркаса и песчаные затворы у труб обеспечивают постоянное давление в печи - 20 мм вод. ст. Уплотнение со стороны загрузки достигается непрерывным гидравлическим прижимом стенок загрузочной тележки через асбестовую прокладку к раме загрузочной камеры, а со стороны выгрузки - масляным затвором на выходе хобота в масляный закалочный бак. Температура в печи на длине 2 /з камеры для цементации должна быть 930± 10°С, для нитроцементации - 850-860° С. У разгрузочного конца печи она понижается до 800-820° С. Перед выгрузкой печь охлаждают, чтобы довести концентрацию углерода до нормы и получить наименьшее количество аустенита в цементованном слое после непосредственной закалки в горячем масле.
Карбюризатором служит газовая смесь, состоящая из эндотермического газа, аммиака и природного газа.
Нитроцементация производится на жароупорных поддонах 13, причем в печи одновременно находится 17 поддонов. Агрегат работает следующим образом. Платформа загрузки подает поддон с деталями на загрузочный стол 12. Стол, двигаясь вверх, направляет поддон с деталями в разгрузочную камеру. После этого поднимаются передняя и задняя заслонки 4. С разгрузочной стороны в печь подается толкатель-лопата и одновременно с этим поднимается стол в закалочном баке. Толкатель 1 двигает поддон с «сырыми» деталями, а толкатель-лопата с поддоном цементованных деталей отходит назад и ставит их на стол масляного бака. Затем заслонки опускаются и стол с деталями погружается в масляный бак с закалочным маслом, имеющим температуру 170°С, где и происходит их изотермическая закалка. Далее закаленные детали подаются в бак с холодным маслом и из него в моечную камеру, а платформа загрузки возвращается в исходное положение. После этого заслонки моечной машины и отпускной печи поднимаются, поддон с отпущенными деталями идет на рольганг, а на его место устанавливается поддон с промытыми деталями. Затем заслонки моечной машины и отпускной печи опускаются, начинается новый цикл цементации.
Для автоматического управления технологическим процессом агрегат оборудован двумя системами последовательного действия гидравлических механизмов и регулирования температуры. Система последовательного действия гидравлических механизмов состоит из электрических часов со звонком для выдерживания интервала времени, толкателя поддонов с деталями, конечных выключателей и реле, гарантирующих заданную последовательность работы механизмов. После звукового сигнала, полученного от контактных часов, механизмы работают без вмешательства термиста. Поддоны с деталями загружают через каждые 12-15 мин.
Производительность безмуфельных агрегатов при нитроцементации автомобильных зубчатых колес составляет 350 кг/час.
Изобретение относится к области технологии пеносиликатных материалов. Технический результат изобретения заключается в создании способа получения гранулята для производства пеностеклокристалических материалов без осуществления процесса варки стекла. Подготавливают фракцию высококремнеземистого сырья с содержанием SiO 2 более 60 мас.% путем прогрева при температуре 200-450°С. Затем добавляют кальцинированную соду в количестве 12-16 мас.%, полученную смесь уплотняют в форме из жаропрочной стали. Форму помещают в печь непрерывного действия и термообрабатывают с выдержкой при максимальной температуре 10-20 минут, и полученный спек измельчают. 1 табл.
Изобретение относится к области технологии пеносиликатных материалов, получаемых вспениванием при температуре выше 800°С - пеностекло, керамзит, петрозиты, в том числе пеноцеолиты, и может быть использовано для изготовления теплоизоляционных материалов с плотностью 150-350 кг/м 3 . Перед вспениванием исходной смеси получают гранулят или гранулы, которые в отдельных случаях измельчают до порошка с удельной поверхностью 6000-7000 м 2 /г.
Известен способ получения гранулята для вспенивания путем формования пластичных масс на шнековых или валковых прессах с последующей сушкой при температуре 100-120°С, при этом вспенивание материала протекает при температурах 1180-1200°С. Недостатком этого способа является ограниченная применимость - только для глиносодержащих шихт при получении гранулированного пористого материала (Онацкий С.П. Производство керамзита. - М.: Стройиздат, 1987). Получение исходной для вспенивания шихты, например, из стеклобоя, данным способом невозможно.
Известен способ получения стеклогранулята путем смешивания компонентов шихты необходимого состава и варки стекломассы при температурах выше 1400°С, охлаждением стекломассы с последующим дроблением и измельчением до удельной поверхности 6000-7000 м 2 /г (Китайгородский И.И., Кешишян Т.Н. Пеностекло. - М., 1958; Демидович В.К. Пеностекло. - Минск, 1975). Недостатком данного способа является необходимость организации процесса при высоких температурах с большим энергопотреблением.
Наиболее близким к предлагаемому решению по технической сущности является способ получения гранулята, включающий подготовку фракции высококремнеземистого сырья, добавление кальцинированной соды, смешивание порошков и обжиг в печах непрерывного действия при температуре 750-850°С (Иваненко В.Н. Строительные материалы и изделия из кремнистых пород. - Киев: Будiвельник, 1978, стр.22-25). Недостатком этого способа является ограниченная применимость - получают термолиты, применяемые в качестве пористых заполнителей для бетонов, которые изготавливают только из кремнистых опаловых пород (диатомит, трепел, опока).
Задачей изобретения является подготовка гранулята на основе термообработки смеси компонентов: а) сырьевых материалов с SiO 2 более 60 мас.%, например цеолитовые туфы, маршаллиты, диатомиты, трепелы и т.п. и б) технологических добавок, обеспечивающих процессы силикатообразования без осуществления варки стекла.
Поставленная задача достигается следующим образом:
1. Кремнеземистую породу, содержащую SiO 2 более 60 мас.%, дробят, измельчают, просеивают (фракция менее 0,3 мм);
2. Порошок кремнеземистой породы активируют путем прогрева при температуре 200-450°С для удаления т.н. «молекулярной воды»;
3. Для приготовления сырьевой смеси добавляют кальцинированную соду в количестве 12-16 мас.%;
4. Полученную смесь уплотняют в форме из жаропрочной стали и термообрабатывают в печах непрерывного действия при температуре 750-850°С с выдержкой при максимальной температуре 10-20 минут;
5. Полученный спек измельчают до фракции менее 0,15 мм и используют для приготовления шихты с газообразователем и другими добавками для производства пеностекла и пеностеклокристаллических материалов известными технологическими процессами.
Предлагаемый способ получения гранулята иллюстрируется примером:
1. В качестве кремнеземистого сырья был применен цеолитизированный туф Сахаптинского месторождения (Красноярский край) следующего химического состава, мас.%: SiO 2 - 66,1; Al 2 О 3 - 12,51; Fe 2 О 3 - 2,36; CaO - 2,27; MgO - 1,66; Na 2 O - 1,04; K 2 O - 3,24; TiO 2 - 0,34; потери при прокаливании - 10,28.
2. Подготовленная проба - измельченная, просеянная с фракцией менее 0,3 мм активируется путем прогрева в сушильном шкафу при температуре 400°С в течение 10 минут.
3. Расчет количества кальцинированной соды проводится из предпосылок максимального образования Na 2 SiO 3 при твердофазовом взаимодействии SiO 2 и Na 2 СО 3 - т.о. на 100 г активированной пробы добавляется 18,62 г кальцинированной соды.
4. Для спекания используют формы из жаропрочной стали. Внутренняя поверхность формы обмазывается каолиновой суспензией для предотвращения прилипания опека к металлу.
5. Подготовленная порошкообразная смесь уплотняется в форме, помещается в муфельную печь и нагревается до температуры 800°С и выдерживается 15 минут.
6. Полученный спек с содержанием стеклофазы 65-85% охлаждается, измельчается и является полуфабрикатом для приготовления шихты для производства пеностекла.
Полученный по данному способу гранулят апробирован в технологическом процессе производства пеностекла:
Гранулят измельчался до фракции менее 0,15 мм;
В полученную порошкообразную шихту вводился газообразователь - кокс, антрацит, жидкие углеводороды в количестве 1% по весу;
Шихта уплотнялась в формах и термически обрабатывалась в муфельной печи при температуре 820°С с выдержкой 15 минут. После выдержки формы удалялись из печи для охлаждения и стабилизации ячеистой структуры.
Получен пеностеклокристаллический материал с характеристиками, приведенными в таблице.
Таким образом, авторами предлагается способ получения гранулята для производства пеностеклокристаллического материала, позволяющий использовать природной сырье вместо дефицитного стеклобоя. Технологический процесс не требует высоких температур, что делает производство экономически эффективным.
| Основные характеристики способа и свойств пеностеклокристаллического материала | |||||||
| Вид гранулята | Режим обработки, параметр | Свойства пеностеклокристаллита | |||||
| Температура обработки, °С | Размер частиц гранулята для подготовки шихты | Температура получения пеностекла и пеностеклокристаллита, °С | Температура выдержки, мин | Количество стекло-фазы, масс.% | Плотность кг/м 3 | Прочность на сжатие, МПа | |
| Стеклогранулят (расплав смеси цеолит + сода) | 1480-1500 | 6000 см 2 /г | 820 | 15 | 100 | 300 | 08,-1,5 |
| Твердофазовое спекание смеси цеолит + сода | 750 | 0,15 мм | 820 | 15 | 65 | 350 | 3-4 |
| То же | 800 | 0,15 мм | 820 | 15 | 70 | 300 | 2,5-3,5 |
| То же | 850 | 0,15 мм | 820 | 15 | 80 | 300 | 2,5-3,5 |
| Стеклобой | 1500 | 6000 см 2 /г | 750-850 | 15 | 100 | 150-200 | 0,8-2,0 |
ФОРМУЛА ИЗОБРЕТЕНИЯ
Способ получения гранулята для производства пеностекла и пеностеклокристаллических материалов, включающий подготовку фракции высококремнеземистого сырья с содержанием SiO 2 более 60 мас.%, добавление кальцинированной соды, смешивание порошков и обжиг в печах непрерывного действия при температуре 750-850°С, отличающийся тем, что полученную фракцию высококремнеземистого сырья активируют путем прогрева при температуре 200-450°С, затем добавляют кальцинированную соду в количестве 12-16 мас.%, полученную смесь уплотняют в форме из жаропрочной стали, помещают форму в печь непрерывного действия, термообрабатывают с выдержкой при максимальной температуре 10-20 мин и полученный спек измельчают.